- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Mașină de foraj și atingere
Ca unul dintre producătorii profesioniști din China, Yueli ar dori să vă ofere o mașină de foraj și atingere. Și vă vom oferi cel mai bun serviciu după vânzare și livrare în timp util.
Model:LY-650
Trimite o anchetă
Descriere produs
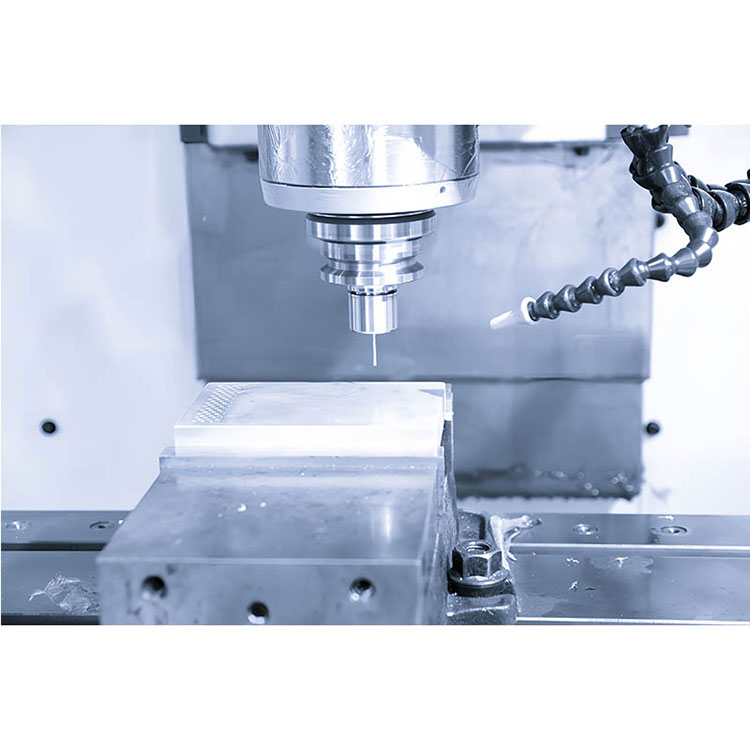
Mașină LY-650 de foraj și atingere
Yueli, un producător de renume în China, este dispus să vă ofere o mașină de foraj și atingere. Promitem să vă oferim cel mai bun sprijin după vânzare și livrare promptă.
Introducerea produsului:
Prezentare generală a funcției:
Specializat pentru prelucrarea pieselor poroase mici și a produselor. Este potrivit pentru procesarea pieselor de telefonie mobilă, a echipamentelor de comunicare, a aerospațialului, locomotivelor auto, a instrumentelor și a contoarelor, industriei ușoare și textilelor, aparatelor electronice și fabricației de mașini, precum și a electrozilor de cupru, aluminiu și a altor industrii de procesare;
Structura principală este realizată din fontă de înaltă rezistență, iar după recoacerea de relief de stres și tratamentul natural de îmbătrânire, precizia patului este durabilă și stabilă, de mult timp fără deformare;
Adoptați fusul de joncțiune dreaptă de înaltă precizie pentru a realiza prelucrarea de mare viteză a piesei de lucru; Utilizarea sistemului de mașini de răcire a temperaturii uleiului poate reduce creșterea temperaturii cauzată de rotația de mare viteză a fusului, îmbunătățește eficient extensia termică a fusului și îmbunătățește precizia prelucrării;
Magazinul de instrumente de prindere este utilizat pentru a îmbunătăți viteza și precizia schimbării sculei a mașinii -unelte, iar capacitatea de stocare a sculelor este de 16 sau 21 de piese;
Baza de fuselaj adoptă designul structurii înclinate din spate, care este ușor de curățat deșeurile din interiorul mașinii -unelte;
Proiectarea structurală a coloanei înalte crește distanța dintre capătul nasului a fusului și bancul de lucru, care este mai potrivit pentru instalarea și aplicarea componentelor a patra ax și face ca zona de procesare să fie mai largă.
Urmărirea lubrifierii automate, cronometrarea intermitentă Controlul cantitativ al injecției de ulei, lubrifierea durabilă a pieselor în mișcare;
Specificații de referință
|
Parametru mecanic |
unitate |
T650 |
T850 |
T1000 |
T1200 |
|
Călătorie triaxială |
mm |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
Dimensiunea tabelului |
mm |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
T-slot |
mm |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
Capacitatea maximă a rulmentului tabelului |
kg |
300 |
500 |
600 |
700 |
|
Distanța de la capătul fusului față până la suprafața de lucru |
mm |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
Distanța de la centrul axului la șina de ghidare a coloanei |
mm |
541 |
580 |
580 |
605 |
|
X Specificații feroviare ale axei |
mm |
35 |
35 |
35 |
30 |
|
Specificații feroviare a axei Y. |
mm |
30 |
35 |
35 |
35 |
|
Specificații feroviare a axei Z |
mm |
35 |
35 |
35 |
35 |
|
Specificații cu șuruburi X/Y/Z. |
mm |
32x16 |
36x16 |
36x16 |
36x16 |
|
Specificația fusului |
|
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
|
Viteza maximă a fusului |
RPM |
20000 |
20000 |
20000 |
20000 |
|
Puterea fusului |
kw |
5.5 |
5.5 |
5.5 |
7.5 |
|
X/Y/Z Power Motor cu trei axe |
kw |
1,5/1,5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
X/Y/Z Viteza maximă rapidă |
m/my |
48 |
48 |
48 |
48 |
|
X/Y/Z Viteza maximă de tăiere |
mm/min |
10000 |
10000 |
10000 |
10000 |
|
Precizia poziționării cu trei axe |
mm |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
|
Precizia poziționării repetate pe trei axe |
mm |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
|
Specificația presiunii aerului |
kg/cm2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
Dimensiunea mașinii |
mm |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
Greutatea mașinii |
T |
3.2 |
4.5 |
5.3 |
6.5 |
O varietate de opțiuni de sistem CNC

Forța companiei

Proces de producție
1, fontă prin cuptor cu temperatură ridicată și tratament de îmbătrânire de mai mult de șase luni.
2, proces de asamblare riguros (ansamblu de șină, ansamblu șurub de plumb, ansamblu rulment etc.).
3, Tehnologie rafinată de răzuire (raclet de motor, racletă de capăt a axului, racletă de suprafață de instalare a coloanei).
4, Producția științifică, trasabilitatea întregului proces de sistem de control al calității.

Sistem de asigurare a calității
1. Când detectați eroarea de pas, dreptatea șinei de ghidare a axei liniare în direcțiile XX și YY poate fi testată în același timp.
2, asigurați -vă exactitatea prelucrării și a asamblării fiecărei părți a mașinii -unelte. Se măsoară precizia de poziționare formală și precizia de poziționare repetată a mașinii -unelte.
3, întreaga mașină detectează precizia gradului vertical al fusului și a planului tabelului, iar precizia este necesară pentru a se asigura la 0,01mm.
4. Verticalitatea șinei de ghidare a axei Z și a bancului de lucru este detectată de întreaga mașină, iar precizia este garantată în 0,01 mm.
5. Mașina detectează verticalitatea șinei de ghidare a axei XY, necesitând precizie în 0,005mm.

Hot Tags: Mașină de foraj și atingere
Categorie aferentă
Mașină de găurit automată
Mașină de găurit CNC
Mașină cu turelă CNC
Mașină de găurit manuală
Mașină cu scop special
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.