- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Acasă > Produse > Mașină de frezat de foraj > Mașină de găurit CNC > Mașină de frezat cu foraj CNC cu a patra axă









Mașină de frezat cu foraj CNC cu a patra axă
Yueli, un producător și furnizor profesionist din China, prezintă mașina de frezat cu foraj CNC cu a patra axă, o soluție de calitate din fabrică concepută pentru prelucrarea de precizie a metalelor, creșterea productivității, acurateței și eficienței costurilor.
Trimite o anchetă
Descriere produs
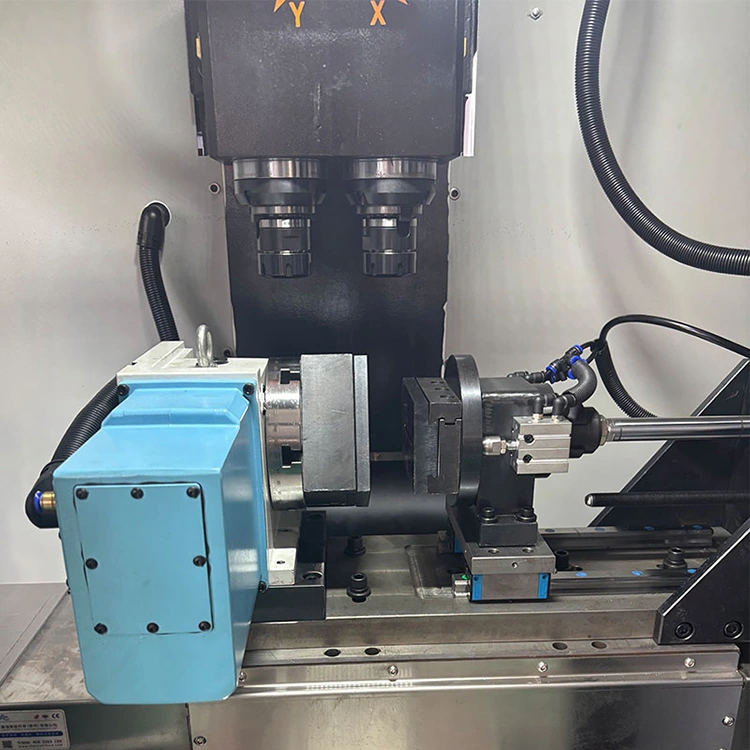
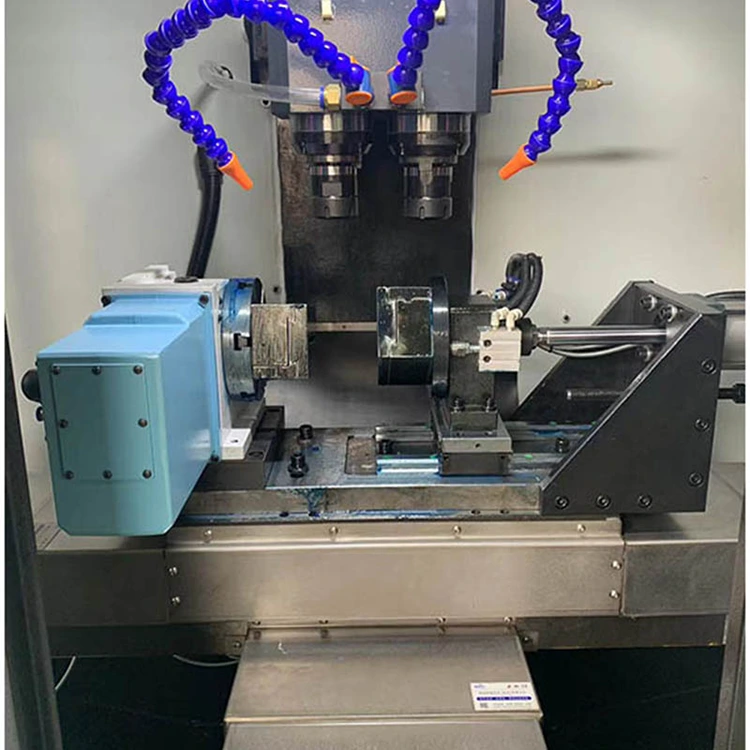
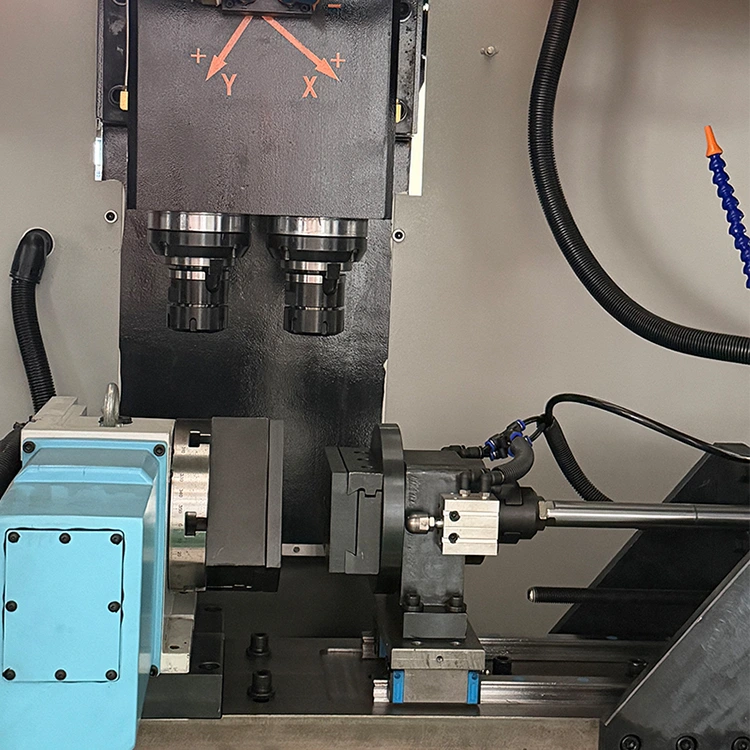
Fiind o producție lider de încredere în China, mașina de frezat cu foraj CNC de la Yueli cu a patra axă este proiectată pentru a oferi prelucrare a metalelor de înaltă precizie, cu mai multe procese. Această soluție avansată integrează funcțiile de găurire, filetare și frezare cu un sistem de a patra axă, ajutând producătorii să îmbunătățească productivitatea, să reducă costurile cu forța de muncă și să obțină o precizie constantă de prelucrare a componentelor complexe.
Ce este această mașină?
Mașina de frezat cu filet de foraj CNC cu a patra axă este o soluție de prelucrare multifuncțională de înaltă performanță concepută pentru operațiuni de găurire, filetare și frezare pe diverse
Caracteristici cheie și avantaje
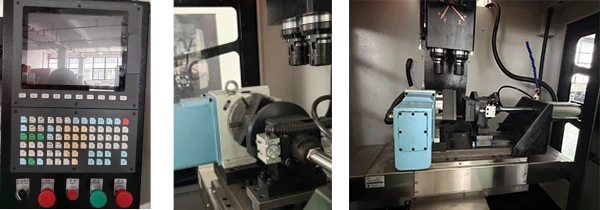
Sistem avansat de control CNC
· Sistem CNC bazat pe Taiwan cu interfață intuitivă cu ecran tactil
· Programare ușoară și curbă rapidă de învățare
· Funcționare stabilă pentru utilizare industrială continuă
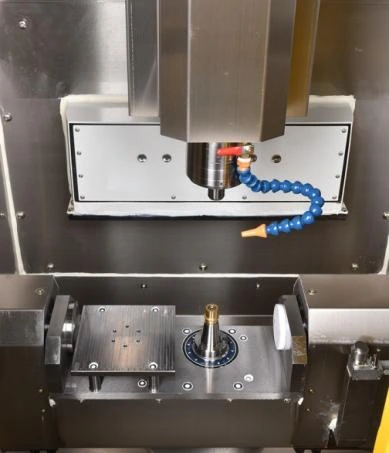
Capacitate de prelucrare multifuncțională
· Acceptă găurirea, filetarea și frezarea pe ambele axe
· Tapirea rigidă activată de un motor servo-ax de 5,5 kW
· Controlul vitezei variabile (0–3000 r/min) pentru procesare flexibilă
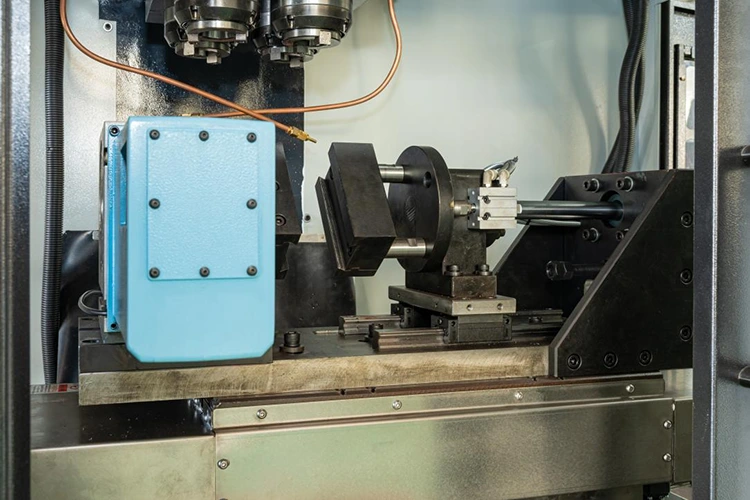
Integrarea Axei a 4-a
· Permite prelucrarea cu mai multe unghiuri și pe mai multe suprafețe
· Îmbunătățește productivitatea prin reducerea timpului de repoziționare
· Precizie și repetabilitate ridicate de indexare
Precizie și stabilitate ridicată
· Șuruburile cu bile și ghidajele liniare asigură o mișcare lină
· Precizia de repetare a poziționării îndeplinește standarde stricte de toleranță
· Structura rezistentă susține performanțe stabile de tăiere
Componente de calitate industrială
· Șine liniare HIWIN și șuruburi cu bile premium
· Componente pneumatice importate pentru fiabilitate
· Protecție complet închisă pentru un spațiu de lucru curat și sigur
Desen de schiță a echipamentului

Parametrii tehnici
|
|
Nume și specificații |
Ghid liniar cu 2 axe din seria 50 |
|
Specificații |
|
ZSK 520 |
|
Max. Cursarea axei X (șurub) (mm) |
400 mm |
|
|
Max. Cursarea axei Y (șurub) (mm) |
280 mm |
|
|
Diametrul manșonului axului (mm) |
105 mm |
|
|
Conic al axului |
BT40 |
|
|
Z1/Z2/Max. Cursă (mm) |
110 mm |
|
|
Distanța centrului arborelui (mm) |
120 mm sau 240 mm (Opțional) |
|
|
Fața axului la suprafața mesei (mm) |
250/500mm |
|
|
Linia centrală a arborelui la suprafața ghidajului patului (mm) |
250 |
|
|
Max. Diametrul de gaurire (mm) |
50 mm |
|
|
Max. Diametrul de filetare (mm) |
50 mm |
|
|
Viteza axului (r/min) |
0-3000 r/min |
|
|
Puterea motorului axului (kW) |
5,5 kW |
|
|
Dimensiuni totale (L×L×H): |
1700*1850*2250 |
|
|
Greutatea netă a mașinii (kg) |
1600KG |
|
Configurație principală
|
NU. |
Nume |
Configurare |
Cantitate |
Remarci |
|
|
1 |
Sistem CNC |
Taiwan Yitu |
1 unitate |
|
|
|
2 |
Servomotor |
Yitu |
4 unitati |
2x motoare frana |
|
|
3 |
Servo ax |
Huahong |
1 unitate |
5,5 kW |
|
|
4 |
Componente electrice |
Guobiao |
1 set |
|
|
|
6 |
Șurub cu bile |
Dinghan |
3 bețe |
Pas: axa Z 10 mm; Axele X/Y 16 mm |
|
|
7 |
Rezervor lichid de răcire |
|
1 set |
|
|
|
8 |
Ghid liniar |
HIWIN |
6 bucăți |
|
|
|
10 |
Sistem de îndepărtare a așchiilor |
Taiwan Yitu |
1 |
Transportor automat de așchii |
|
A 4-a
|
Nu. |
Nume parametru |
Specificații |
Remarci |
|
1 |
Înălțimea centrului axa 4 |
135 mm |
|
|
2 |
Diametrul plăcii frontale |
150 mm |
|
|
3 |
Fante în T pentru placa frontală |
4-12 |
|
|
4 |
Raport de reducere |
1:36 |
|
|
5 |
Max. Viteza de rotatie |
80 rpm |
|
|
6 |
Cuplul de tăiere permis |
35Kg/m |
|
|
7 |
Presiune de prindere |
20 kg/㎡ |
|
|
8 |
Cuplul de prindere |
35Kg/m |
|
|
9 |
Precizia de indexare |
20 sec |
|
|
10 |
Repetabilitate |
4 sec |
|
|
11 |
Sarcina admisibila |
140Kg |
|
Aplicarea produsului
Mașina de frezat cu foraj CNC cu a patra axă este utilizată pe scară largă în:
· Producție de instalații sanitare și feronerie sanitară
· Supapa de incendiu și componentele de control al fluidului
· Piese auto și motociclete
· hardware pentru electrocasnice
· Inginerie aerospațială și de precizie



Proces și fabricație
1. Fonta este supusă unei căliri la temperatură înaltă și a unui tratament de îmbătrânire de peste șase luni.
2. Procese de asamblare riguroase (ansamblu șină de ghidare liniară, ansamblu șurub cu bile, ansamblu rulment etc.).

3. Tehnici excelente de răzuire (răzuire pe baza motorului, răzuire a capacului axului, răzuire a suprafeței de montare a coloanei).

4. Producție și producție științifică cu un sistem de control al calității complet trasabil pe parcursul întregului proces.
Asigurarea calității
1. În timpul detectării erorii de pas, rectitudinea șinelor de ghidare liniare în ambele direcții XX și YY poate fi măsurată simultan, asigurând precizia de prelucrare și asamblare a fiecărei componente ale mașinii. Sunt măsurate precizia reală a poziționării și precizia repetă a poziționării mașinii-unelte.
2. Efectuați inspecția întregii mașini a perpendicularității axului și a planeității mesei de lucru, asigurând precizia de 0,01 mm.
3. Efectuați inspecția întregii mașini a perpendicularității dintre șina de ghidare a axei Z și masa de lucru, asigurând precizia de 0,01 mm.
4. Efectuați inspecția întregului utilaj a perpendicularității dintre șinele de ghidare pe axa X și pe axa Y, asigurând precizia de 0,005 mm.


Hot Tags: Mașină de frezat de foraj CNC cu a patra axă, China, Furnizori, Producători, Fabrică, Preț, Calitate, Cotație
Categorie aferentă
Mașină de găurit automată
Mașină de găurit CNC
Mașină cu turelă CNC
Mașină de găurit manuală
Mașină cu scop special
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.
produse asemanatoare